江苏ZL型搪玻璃蒸馏罐


- 产品名称: 江苏ZL型搪玻璃蒸馏罐
- 产品分类: ZL型搪玻璃蒸馏罐
- 公司名称: 淄博天都化工设备有限公司
- 添加时间: 19/09/02
- 分 享:
所以具有玻璃的稳定性和金属强度的双重优点,是一种优良的耐腐蚀设备,广泛地应用于化工、石油、医药、农药、食品等工业。
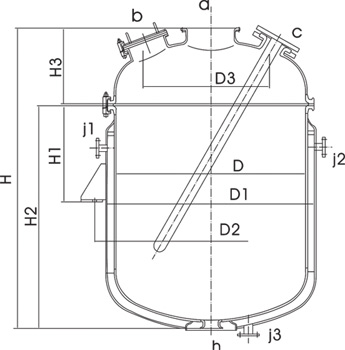
搪玻璃蒸馏罐是一种热力学的分离工艺,它利用混合液体或混合液体固体中各自物质的沸点不同,使低沸点组分蒸发,再冷凝以分离整个组分的单元操作过程,是蒸发和冷凝两种单元操作的联合。与其它的分离手段,如萃取、吸附等相比,它的优点在于不需使用系统组分以外的其它溶剂,从而保证不会引入新的杂质。搪玻璃蒸馏罐以其耐腐蚀、耐高温、抗压力强等特点目前被广泛应用于工业蒸馏工艺中。
搪玻璃层厚度:0.8~2.0mm
高电压试验:20kv
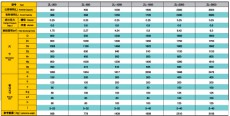
搪玻璃蒸馏罐规格:50—30000L

给ZL型搪玻璃蒸馏罐搪烧底釉的具体操作
铁胎修磨好以后即可进行喷涂和搪烧底釉。喷涂可采用手工喷,也可以采用机械化(半自动)喷涂。两者的釉浆稠度控制不一样,这要根据操作人员的经验自己掌握,因为喷枪口径、喷涂用空气压力及釉浆稠度间是相互关联的。
给ZL型搪玻璃蒸馏罐喷搪底釉的要点是要使头遍底釉厚薄均匀,其厚度值控制在烧成后为200±50μm为合适。底釉喷涂于铁胎上后要经过干燥,一般采取自然干燥,也可放到烘房内干燥,放在炉前或出炉的制件边进行缓慢的烘烤。要注意防止快速烘烤,快速烘烤易使粉层开裂。粉层干燥后即可进烧成炉内进行烧成。底釉的烧成温度较高。为使底釉能牢固地与铁表面密着,采用三合一底釉时烧成温度不能低于880℃。而为使铁胎与底釉间温度能达到上述要求,烧成炉温度必须控制到920℃以上。为提高效率,最佳烧成炉温度是960~980℃。底釉的烧成必须精心掌握好时间,即不能烧成不足(俗称烧得生),更不能烧过(俗称火大)。
前者密着不好,后者会烧损底釉。烧成适度的底釉应该是色泽均勾,表面平滑光亮,无气泡。头遍底釉烧好后,如质量合格即可进行喷搪面釉;如果不合格就要进行修磨,烧损严重时需要喷搪第二遍底釉。当喷搪第二遍底釉时,不能喷得太厚,要使两遍底釉的总厚度控制在350μm以下。再厚了就要影响ZL型搪玻璃蒸馏罐面釉层的有效厚度了。
给ZL型搪玻璃蒸馏罐搪烧底釉的要点就在于温度的控制,如果温度过高会对烧损釉层,如果温度过低又不能使釉层紧密的附于金属基体表面。底釉上好了就可以进行下一道工序:给反应罐上面釉。
所以在进行ZL型搪玻璃蒸馏罐搪烧底釉的加工时,一定要注意每一步施工工序是否正确,从而更好地确保设备的加工质量,生产出质量更好的反应罐。

地区产品: 山东ZL型搪玻璃蒸馏罐,江苏ZL型搪玻璃蒸馏罐,广东ZL型搪玻璃蒸馏罐,浙江ZL型搪玻璃蒸馏罐,四川ZL型搪玻璃蒸馏罐,河北ZL型搪玻璃蒸馏罐,河南ZL型搪玻璃蒸馏罐,江西ZL型搪玻璃蒸馏罐,辽宁ZL型搪玻璃蒸馏罐,安徽ZL型搪玻璃蒸馏罐。


